













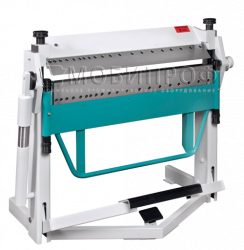
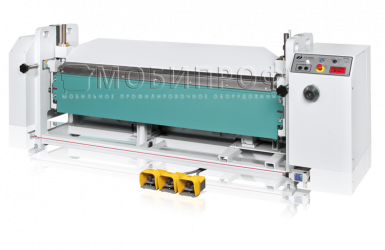
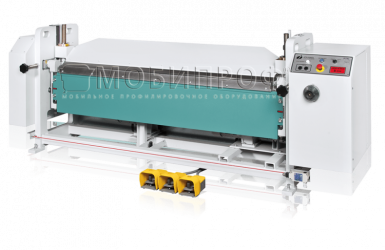
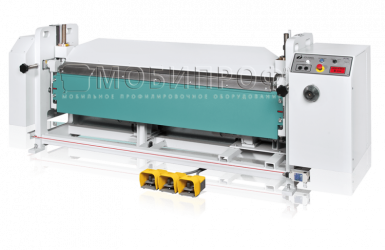
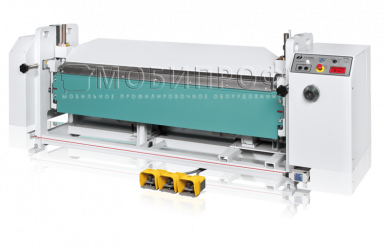
Листогибочные станки для изготовления металлических изделий разнообразной конфигурации. Применяются для изготовления деталей сложной коробчатой формы (фасадные кассеты, лотки, вентиляционные короба, электрощиты, кондиционеры, электрошкафы и т.д.).
Исходным сырьём для сегментных листогибов служит листовой металл толщиной до 2,0 мм. Габариты даже самых производительных машин невелики, поэтому их можно разместить на ограниченном пространстве.
Конструкция сегментных листогибов
Основные конструктивные элементы:
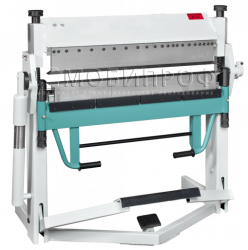
- станина;
- сегментная прижимная балка;
- сегментная гибочная балка;
- сегменты различной ширины, установленные на балках;
- ограничитель угла гиба;
- система компенсации прогиба;
- пневмокомпенсатор для облегчения усилия прижима;
- механизмы прижима.
Принцип работы
Сначала на станке настраиваются сегменты таким образом, чтобы в процессе гибки листа получилась продукция нужной формы. Заготовка фиксируется на заранее выставленных упорах между гибочной и прижимной балками. На следующем этапе поворотный механизм при помощи привода (или вручную) перемещают на заданный угол, в результате чего происходит прижимание заготовки к сегментам и её обжим. На этом производственный процесс заканчивается – поворотный механизм возвращается на исходную позицию, а готовая деталь извлекается из станка.
Преимущества листогибочных станков
Сегментные листогибы зарекомендовали себя как надёжные, простые в обращении машины. К их достоинствам относятся:
- компактность;
- точная гибка, которая обеспечивается ограничителем угла поворота;
- плотное прижатие листа, регулируемое поворотом рукояти;
- удобная перестановка сегментов;
- неограниченный ход подачи заготовки.
Кроме того, наличие пружинного компенсатора позволяет уменьшить усилие на привод гибочной балки.




