Раскрой – одна из базовых операций металлообработки. Прокат поставляется в листах или рулонах, для производства изделий из этого сырья необходимо нарезать заготовки. Рассмотрим особенности раскроя дисковыми ножницами, типы инструмента и критерии выбора оборудования.
Разновидности дисковых ножниц
Роликовые ножницы – ручные или механизированные инструменты, или станки для раскроя рулонного или листового металла. Режущий инструмент – диск (или ролик) из быстрорежущей или закаленной стали. Раскрой осуществляется сдавливанием металла между дисковым ножом и опорной площадкой или между парой роликов, установленных друг напротив друга при перемещении листа в горизонтальной плоскости.

Ручные дисковые ножницы по металлу
По типу режущего инструмента различают следующие типы роликовых ножниц:
- С одним неподвижным диском и опорной площадкой.
- С одним вращающимся роликом и неподвижным контрножом.
- С двумя вращающимися дисками.
Различают также переносной инструмент и стационарное оборудование. Первый применяется для работ непосредственно на объекте: подрезке кровельных панелей или отделочных материалов, добротных элементов и других стройматериалов из гладкого или профилированного листа. Мобильные ножницы также бывают с ручным или аккумуляторным приводом.
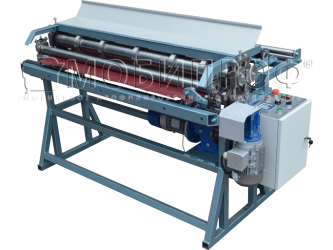
Стационарные роликовые ножницы применяют для раскроя металлопроката в цеху или мастерской. Кроме того, дисковые ножи устанавливают в качестве дополнительной опции на станках продольно-поперечной резки.
По расположению режущего инструмента различают дисковые ножницы с прямопоставленными и наклонными ножами. Последние выпускают с одним или 2 наклонными ножами.
Оборудование с прямыми дисками применяют для прямолинейной резки. Инструменты или станки с наклонными дисками используют для криволинейного раскроя фасонных деталей и заготовок с непараллельными кромками.

Элементы посадки на посадочном станке: а, б — прогиб заготовки, а, г — получение гофра, д — утолщение кромки
Выпускают также станки с несколькими парами дисков, оборудование предназначено для раскроя листа или рулона на несколько полос одновременно.
Схема резания дисковыми ножницами
Резка стационарными дисковыми ножницами продольной резки с электроприводом осуществляется в следующем порядке:
- Установка роликов, необходимых для реза. Тип режущего инструмента выбирают по виду разрезаемого материала (медь, алюминий, сталь, металл, покрытый цинком или полимером), его толщине.
- Регулировка зазора между парой дисков. Для предотвращения загиба кромок и необходимой точности реза, зазор между ножами настраивается в зависимости от толщины рулона или листа, твердости и хрупкости металла. Для материала толщиной менее 1 мм, зазор между ножами не оставляют. Для металла 1-1,5 мм и более оставляют расстояние между роликами 0,1 от толщины листа.
- Запуск станка и подача материалов. Далее размечают линии раскроя. После настройки запускают вращение, подают металл на режущий инструмент. Размеры заготовки контролируют по шаблону или разметке станка.

Рез листового металла электроножницами
После раскроя получаются ровные кромки без заусенцев и наплывов и других дефектов. Линия реза после дисковых ножниц практически не нуждается в дополнительной обработке.
Сфера применения роликовых ножниц
Сфера применения дисковых ножниц продольной резки – штучное или мелкосерийное производство продукции из тонколистового металла:
- Кровельных панелей.
- Добротных элементов крыши фасонной формы.
- Подрезки сайдинга, профлиста при монтаже.
- Обрезки кромок штампованных заготовок из тонкого металла.
- Других изделий.

Резка роликовыми ножницами по металлу
Для изготовления крупных партий продукции из металлопроката применяют станки продольно-поперечной резки. Производительность такого оборудования намного выше стационарных и ручных дисковых ножниц.
Выбор дисковых ножниц: советы и рекомендации
Первое, на что необходимо обратить внимание при выборе роликовых ножниц – назначение. Для работы на объекте требуется мобильный инструмент, для производства мелких партий и подрезки кромок заготовок выбирают стационарное оборудование.
Для прямолинейного раскроя нужны ножницы с прямыми дисками, для радиусной резки выбирают устройство с наклонными роликами. Далее обращают внимание:
- На допустимую толщину металла. Производители указывают максимальную толщину конструкционной стали. Для меди и алюминия можно смело прибавить к этой величине 30–50%.
- На допустимую скорость резки. Характеристика определяет производительность оборудования или инструмента. Скорость раскроя подбирают исходя из требований к производительности.
- На тип привода. Выпускают станки и инструменты с ручным, аккумуляторным и электромеханическим приводом.
- На тип раскроя. Для изготовления деталей с радиусными кромками требуется инструмент или станок с наклонными роликовыми ножами. Для заготовок с параллельными линиями раскроя покупают ножницы с прямыми дисками.
- На допустимые габариты заготовки. Максимальные размеры получаемой детали указаны в техническом паспорте ножниц.
При выборе мобильного инструмента также обращают внимание на материал, из которого изготовлены комплектующие, возможность регулировки зазора между ножами, эргономику дисковых ножниц.
Оборудование и инструмент с роликовым режущим инструментом занимает промежуточное положение между ручными ножницами с лезвиями и станками продольно-поперечной резки. Такие устройства покупают для малых предприятий и небольших объемов работ по раскрою, обрезки деталей. Дисковые ножницы отличает высокая точность, чистая линия реза, относительно высокая производительность, простота регулировки и настройки.